B10ACP(B1/A2)
Brucite based halogen free flame retardant for B1/A2 ACP
Description
Mixed halogen free flame retardant powders used for B1/A2 ACP, mainly content is brucite, silicon based flame retardant, special additives.
Main advantage: gives very good flame retardant property, makes B1 compound and A2 starch easy flow
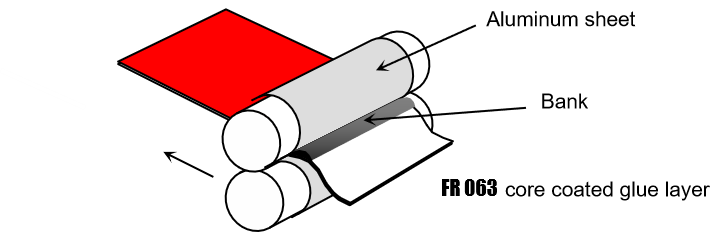
Application B1 compound type ACP and A2 core type ACP
Particle Size
D50: 2~3um, 40%. D50: 7.00 -9.00 μm, 60%.
Coating
Special additives
Storage
Store in a dry location. It can be stored normally for 4-6 months.
Use promptly after opening or packed hermetically.
TDS DOWNLOAD
B10ACP TDS